地区周边地区
规格支持定制
优势自有团队,高效省心
行业一站式工程设计服务
时间3-7天出图
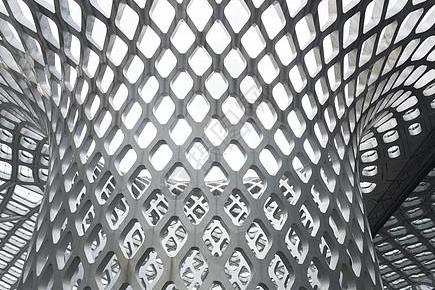
承接钢结构工程膜结构是在二十世纪中期发展起来的一种全新的建筑结构形式,它是用高强度柔性薄膜材料与支撑体系相结合形成具有一定的稳定曲面,可承载一定外载的一种空间结构形式。它集建筑学、结构力学、粘细化工与材料科学、计算机技术等为—体,具有很高的技术含量。
主要有以下特点:
1、良好的自洁性:
膜材料表面采用防护涂层,具钉较好的隔热性能,对太阳热能可反射掉70%,自洁性能很好。经过10年的太阳光直接照射,其辉度仍能保留70%。
2、能覆盖大跨度空间:
膜结构中所使用的膜材料每平方米重量仅有一公斤左右,由于自重轻,加上钢索、钢结构高强度材料的采用,与受力体系简洁合理——力大部分以轴力传递,故使膜结构能跨越大空间而形成开阔的无柱大跨度结构体系。
3、防火性与抗震性:
膜结构建筑所采用的膜材料具有的阻燃性和耐高温性,故能很好的满足防火要求。由于结构自重轻,又为柔性结构且有较大变形能力,故抗震性能好。
4、施工*:
膜材裁剪、拼合成形及骨架的钢结构、钢索均在工厂加工制作,现场仅需组装,施工简便,故施工周期比传统的建筑短:
5、应用领域广泛:
体育设施:体育场、游泳馆、网球馆、溜冰场;
交通设施:公路收费站、加油站、停车场、人行、地铁;
文化设施:表演场、会展中心、俱乐部、展览中心;
设施:公园、舞台、音乐广场、渡假村、海豚表演馆;
商业设施:商业步行街、商业广场、商场;
景观小品及标志性建筑:绿化带小品、海滨休闲小品、花园小品;
实用工业设施:厂房、码头、仓库。拱形金属屋面优越性:1、跨度大、无梁无檩、无支撑、净空好、内部空间。2、设计施工*,单班制400m2,建造速度优越。3、彩色钢板成型,机械锁边连接,自然排水,决无渗漏,防腐,防蚀,防水性能优越。4、整体性能好,结构合理,抗风、雨、雪、抗震性能优越,安全系数高。5、自重轻,成本低,投资少,见效快,20m以上跨度的屋顶比传统结构的屋顶每m2节资30%左右,综合经济效益优越。6、屋面集保温、隔热、通风、采光于一体,自成体系,适应性强,应用广泛。7、受力方式合理,安全储备,使用周期30年,保修期10年,维护性能优越。8、广泛使用于各种跨度的工业厂房、集贸市场、商场展厅、文体场馆、停车场、仓库、影剧院等,也可用于改扩建工程及临时建房。**美观、新时代汽车遮阳棚1、膜结构是21世纪具代表充满前途的建筑。2、造型美观、整洁、突破传统理念的造型模式。3、提次,给人以耳目一新的感觉。4、节省空间,使用寿命长,免维护,自洁性能好等特点。5、现场仅需组装,施工简便等。
怎么在钢结构刷木纹漆呢?
下面我们就为大家来介绍一下相关方面的知识点。
钢结构刷木纹漆先要对钢结构表面进行处理干净:
(1)用浸湿干净布或刷子擦去表面的油脂,用清洁剂进行清洗至钢结构涂装表面处理标准。牢固附着的沉积物应铲去并用溶剂洗净。
(2)钢板表面的锈蚀盐如氯化物和硫酸盐等应用清水冲洗,然后用干抹布擦或用热风烘干除去水和湿气。
(3)除去所有的氧化皮、锈、锈皮、标志漆和其它附着物。
(4)底漆施工前应用真空吸尘器、鼓风机等除去表面所有的粉尘和余。
以上就是我们为大家介绍的怎么处理钢结构刷木纹漆的方法。

铸钢节点的焊接
铸钢节点与钢管的焊接为两种不同材质的焊接,为了确保焊接质量,不仅要严格控制铸钢材质中C、S、P的含量,而且对焊条选择、焊接工艺都要进行严格评定。焊条主要根据铸钢节点与钢管的材质性能选择,焊条在使用前应进行烘干处理。焊接工艺主要从试件组对、试件校正、预留焊接收缩量、焊接定位、焊前防护、清理、预热、焊接、保温、检验等工序进行严格控制。
钢结构的铸钢节点的诸多优势已为国内外的大量工程实践所证实。该节点由于在厂内整体浇铸,不仅可根据建筑与结构的需求铸造出各种复杂的外形,而且可免去相贯线切割及重叠焊缝焊接引起的应力集中,因此节点在不同结构形式、不同跨度的空间结构中得到了**的发展,在今后的建筑工程的发展上将会有更大的应用。
钢结构被广泛应用,因为这种材料的新型功能被很多建筑行业欢迎,使用一种产品就要了解这种产品的各方面的知识,下面这篇文章主要介绍钢结构的一种节点工艺——钢结构铸钢节点的生产工艺,主要包括铸钢件的铸造、热处理、后处理三个方面。
1.铸钢节点的铸造工艺
铸造工艺的基本过程为制模→造型→冶炼→浇注。模型的设计与制作是节点铸造的关键步骤。在模型的制作过程中,应严格控制模型各部分的尺寸、角度及表面光洁度。为提高铸件的尺寸精度及易于清理,通常采用表面稳定性较高的型砂造型工艺。同时为了增加型砂抵抗金属液的冲刷和侵蚀作用,防止铸件表面产生粘砂,对铸型表面应涂刷合适的涂料。目前铸钢件的材质牌号通常参照德国标准,该标准对S、P的含量限制非常严格。为确保材质的化学成份符合设计要求,在冶炼过程中不仅需控制炼钢原料的质量,采用中小废钢,而且炼钢熔清后,应抓紧造渣、流渣,以利于低温去磷;同时需加强还原期的脱S操作。
钢水的浇注要确保进入型腔的钢液平稳,有合适的上升速度,不出现涡流现象。对于铸件中厚度较薄部位,应将钢水浇遍,以防钢水凝固后出现空洞,严重影响节点的受力性能。

钢结构焊缝无损检测方法的选用原则
各种无损检测方法都有一定的特点和适用范围,应根据相关的规范、标准,结合建筑钢结构的类型、材质、加工方法、介质、使用条件等选择合适的无损检测方法。
1) 对于设计要求熔透焊缝内部缺陷检测,应**选用超声波探伤方法,当超声波探伤不能对缺陷作出判断时,即**出使用标准的适用方法时,应采用射线探伤。
2) 当采用射线探伤方法时,应**采用X 射线源进行透照检测,确因厚度、几何尺寸或工作场地所限无法采用X射线时,可采用γ源进行射线透照。
3) 对于焊缝表面缺陷的检测,应**采用磁粉探伤,只有存在结构形状等原因无法进行磁粉检测的场合下才采用渗透检测。
4) 当采用渗透探伤方法时,宜**选用具有较高检测灵敏度的荧光渗透检测,当检测现场无水源、电源的情况下,可以采用着色渗透检测。
5) 当采用两种或两种以上的检测方法对同一部位进行检测时,应符合各自的合格级别;如采用同种检测方法的不同检测工艺进行检测,其检测结果不一致时,应以危险度大的评定级别为准
http://lijingli654.b2b168.com













